Most manufacturing problems do not start with a lack of effort.
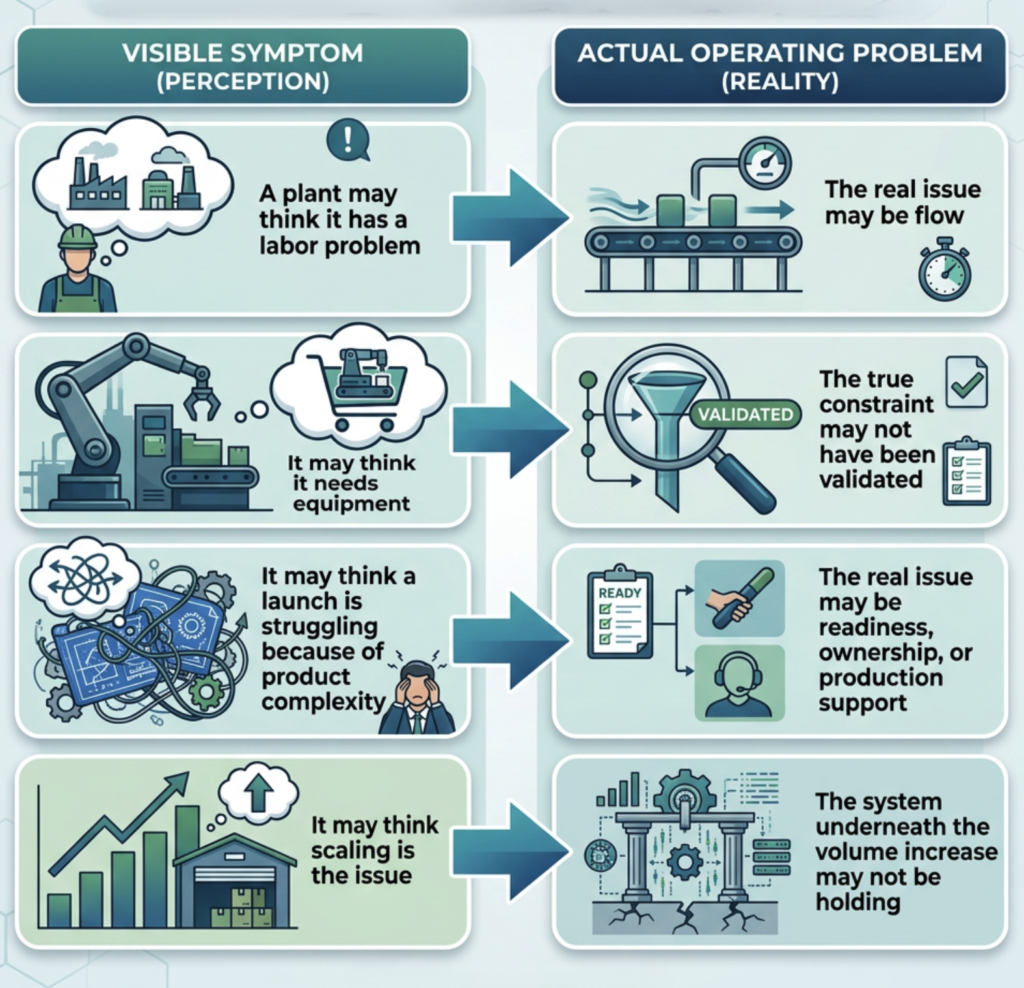
They start when the plant is acting before the real issue is fully understood.
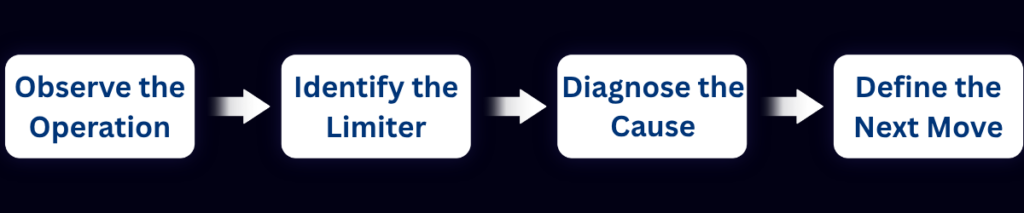
The Manufacturing Diagnostic is how Trueworx helps identify what is actually limiting performance, understand what is causing it, and define the right next move.
Before adding labor, pushing more volume, moving forward on equipment or automation, or forcing a launch ahead, make sure the plant is solving the right problem.